
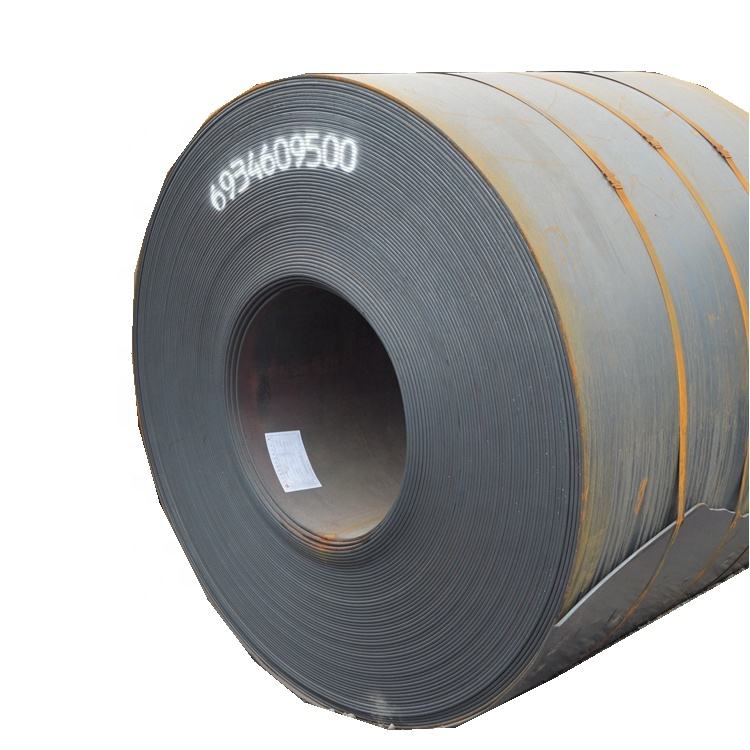

Ss400, Q235, Q345 Sphc কালো ইস্পাত কার্বন ইস্পাত কুণ্ডলী লোহা ইস্পাত ধাতু Hr গরম ঘূর্ণিত ইস্পাত কুণ্ডলী
হট-রোল্ড স্টিট/কয়েল শেষ হট স্টিল স্ট্রিপ মিল শেষ করা থেকে সেট তাপমাত্রায় ল্যামিনার ফ্লো কুলিংয়ের মাধ্যমে আউট, যার মধ্যে থাকে উইন্ডার কয়েল, ঠান্ডা হওয়ার পরে স্টিলের কয়েল, ব্যবহারকারীদের বিভিন্ন চাহিদা অনুযায়ী, বিভিন্ন ফিনিশিং লাইন (ফ্ল্যাট) সহ , সোজা, তির্যক বা অনুদৈর্ঘ্য কাটিং, পরিদর্শন, ওজন, প্যাকেজিং এবং লোগো, ইত্যাদি) এবং একটি ইস্পাত প্লেট, ফ্ল্যাট রোল এবং অনুদৈর্ঘ্য কাটিং ইস্পাত ফালা পণ্য হয়ে যায়।যেহেতু হট রোলড ইস্পাত পণ্যগুলির উচ্চ শক্তি, ভাল শক্ততা, সহজ প্রক্রিয়াকরণ এবং ভাল ঝালাইযোগ্যতা এবং অন্যান্য চমৎকার বৈশিষ্ট্য রয়েছে, এটি জাহাজ নির্মাণ, অটোমোবাইল, সেতু, নির্মাণ, যন্ত্রপাতি, চাপ জাহাজ এবং অন্যান্য উত্পাদন শিল্পে ব্যাপকভাবে ব্যবহৃত হয়।
| শ্রেণী | পদমর্যাদা | রাসায়নিক রচনা( %) | ||||
| প্রশ্ন 215 | C | Mn | Si | S | P | |
| A | ০.০৯~০.১৫ | ০.২৫~০.৫৫ | ≤0.3 | ≤0.05 | ≤0.045 | |
| B | ≤0.045 | |||||
| প্রশ্ন২৩৫ | A | ০.১৪~০.২২ | ০.৩০~০.৬৫ | ≤0.3 | ≤0.05 | ≤0.045 |
| B | 0.12~0.20 | 0.30~0.70 | ≤0.045 | |||
| C | ≤0.18 | 0.35~0.80 | - | ≤0.04 | ≤0.04 | |
| D | ≤0.17 | ≤0.035 | ≤0.035 | |||
| প্রশ্ন 255 | A | 0.18~0.28 | ০.৪০~০.৭০ | ≤0.3 | ≤0.05 | ≤0.045 |
| B | ≤0.045 | |||||
| প্রশ্ন ২৭৫ | ০.২৮~০.৩৮ | 0.50~0.80 | ≤0.35 | ≤0.05 | ≤0.045 | |
কার্বন ইস্পাত একটি সাধারণ ধরনের ইস্পাত যা লোহা এবং কার্বনের একটি সংকর ধাতু।স্টেইনলেস স্টিলের তুলনায় এতে কার্বনের পরিমাণ বেশি, গলনাঙ্ক কম এবং স্থায়িত্ব বেশি।
কার্বন ইস্পাত হল সামুদ্রিক কাঠামো, পাওয়ার প্লান্ট, পরিবহন, রাসায়নিক প্রক্রিয়াকরণ এবং পেট্রোলিয়াম উত্পাদন এবং পরিশোধন সহ বৃহৎ স্কেলে শিল্প অ্যাপ্লিকেশনের জন্য সর্বাধিক ব্যবহৃত প্রকৌশল এবং নির্মাণ সামগ্রী।

Δ গরম ঘূর্ণিত উপাদান ঠান্ডা ঘূর্ণিত annealing চুল্লি মধ্যে annealing হয় এবং অ্যাসিড মধ্যে pickling পরে.
Δ সমস্ত মিল রোল প্রথম শিফ্ট অপারেশনের পরে যথাযথ চেমফারিং সহ নির্ভুলতা গ্রাইন্ডিং মেশিনে গ্রাইন্ড করা হয়।
Δ সমস্ত শীট বিভিন্ন ট্যাঙ্কে আচার করা হয় এবং শীটগুলি পাঠানোর আগে ব্রাশ রোল মেশিনে শুকানো হয়।
Δ এই শীটগুলি আবার অ্যানিলিং করা হয় তারপর সোজা করার জন্য স্ট্রেটেন মেশিনে পাঠানো হয় এবং অ্যাসিডে পিকলিং করা হয় এবং আকার এবং গুণমান অনুযায়ী প্যাকিংয়ের জন্য পাঠানো হয়।
Δ পরিদর্শন বিভিন্ন পর্যায়ে সম্পন্ন করা হয়।রোলিং, অ্যানিলিং, পিকলিং, বর্জ্য শোধন ইত্যাদির মাধ্যমে সামগ্রিক অভ্যন্তরীণ প্রক্রিয়াকে যথাযথ নিয়ন্ত্রণে রাখার অভিজ্ঞতার মাধ্যমে।
আপনার বার্তা রাখুন:
-
প্রিপেইন্টেড কালার কোটেড গ্যালভানাইজড/ গ্যালভালুম জেড...
-

কোল্ড রোলড PE/ PVDF/ HDP/ SMP প্রিপেইন্টেড জিঙ্ক...
-
0.12~1.5mm Gi, Gl, PPGI, PPGL কালার প্রলিপ্ত প্রস্তুতি...
-
লাল নীল RAL সিরিজের কালার কোটেড স্টিল কয়েল সে...
-

PPGI রঙিন প্রলিপ্ত ইস্পাত কয়েল Z40 Z80 Z100 Z200...
-

চায়না ফ্যাক্টরি হট সেল PPGI/ PPGL শীট Z30-275...







